 0313-5669494
0313-5669494
 18603137280
0313-5669494
18603137280
18603137280
0313-5669494
18603137280


地 址:张家口市西山产业集聚区兴业路副18 号
联系人: 王总
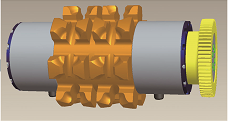
刮板输送机用传动链轮组件这是煤矿井下用量更大的品类,专门配套各类功率的刮板输送机,适配φ18mm~φ52mm区间的矿用圆环链,是综采工作面煤炭输送的核心传动部件,可承受高冲击、重载的连续作业工况。转载机用传动链轮组件适配顺槽转载机设备,相比普通刮板机链轮,它的结构强度更高,可适配大流量煤炭转运的高频次启

传动链轮组件是矿用输送设备的核心动力传动部件,常与对应规格的圆环链配合使用,适配刮板输送机、转载机、破碎机等矿山设备,可实现动力的稳定传递,带动链条完成物料输送作业。它的主流覆盖规格包含此前提到的φ18mm~φ52mm圆环链专用型号,这类产品多由专业矿机企业采用数控加工工艺打造,搭配高精度磨齿设备保障齿形精度
一、定义与核心结构行星减速器是一种同轴精密齿轮减速装置,因内部齿轮运动轨迹类似太阳系行星而得名;核心部件为:太阳轮:位于中心,接收电机输入动力;行星轮:通常 3–4 个均匀分布,同时与太阳轮、内齿圈啮合,做自转 + 公转;内齿圈:外圈带内齿,多数工况下固定,也可设计为旋转输出;行星架:连接所有行星轮的支架,
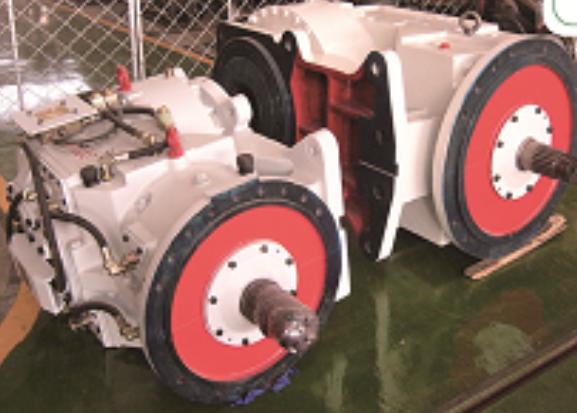
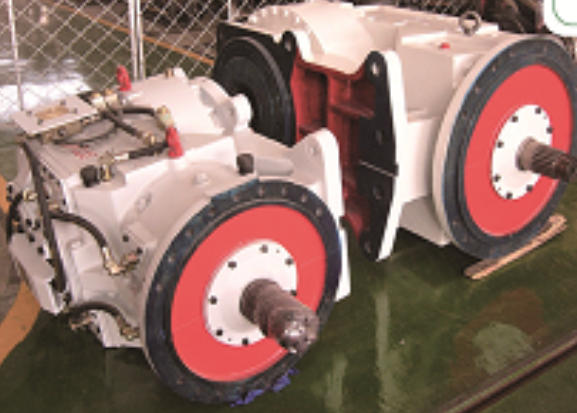
刮板机减速器是刮板输送机的核心传动部件,通过降低电机转速、增大输出扭矩,驱动刮板链运行,适配矿山、化工等场景的物料输送需求。核心结构传动机构:以齿轮传动为主,常见多级圆柱齿轮或圆锥 - 圆柱齿轮组合,确保扭矩逐级放大。箱体:采用铸铁或焊接结构,密封性能良好,防止粉尘、水分进入内部。轴系部件:包括输入轴、
外壳过热原因:油量过多/过少、润滑油老化、轴承损坏、内部杂质多。处理:检查油位(保持在油位线1/2-2/3)、更换N320中负荷齿轮油、更换损坏轴承。漏油或异常震动原因:密封圈损坏、箱体合面不严、轴承盖螺栓松动。处理:更换密封圈、紧固螺栓、检查箱体合面并涂密封胶。异响或噪音原因:齿轮磨损、润滑不良、轴承间隙过大
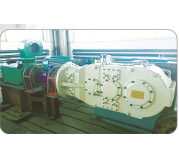
平行布置式圆锥圆柱齿轮减速器:采用三级传动(高速级弧齿锥齿轮+中低速级圆柱齿轮),输入输出轴垂直布置,承载能力强、效率高,适用于单机功率30-90kW的刮板输送机。行星齿轮减速器:集成循环冷却水套和油池冷却系统,实现低速大扭矩输出,适用于高负荷、长周期连续运行场景。永磁半直驱驱动装置:集成永磁电机、变频器和
 冀公网安备13070302000168号
冀公网安备13070302000168号
冀公网安备13070302000168号
冀公网安备13070302000168号